EN
5
Before you start printing:
»Check whether the printer is working properly, whether
the lament is knotted, and clear of any residual
material in the nozzle.
»The printing temperature varies based on printer and
lament types, so it should not be too high; just make
sure it results in smooth printing.
»Clean the feed gear regularly.
»To solve the problems of excessive ABS shrinkage and
the warping edge cracking caused by cooling too fast,
try to ensure constant temperature in the printing area.
»Some models are too small, and the material cooling in
local areas is too slow, which results in bad molding.
We suggest adding additional fans to accelerate cooling.
»Teon tube is provided for the nozzle of the common
printer, and the printing temperature should not exceed
500 °F (260 °C).
»The printing parameters are related to the performance
of the machine, the size of the model, the degree of
complexity, the characteristics of the material, and
so on. Try to test and nd the best printing parameters
for your printer and laments.
Here are listed some of the most common issues you
may experience while printing
Issue 1: The rst layer is not sticking to the bed
If the rst layer is not sticking to the build platform, try the
below methods to resolve the issue.
»Use tape or glue on the top of the build platform to
help with adhesion. For example, PLA sticks well to blue
painters’ tape, and ABS tends to stick better to
Kapton tape.
»Try reducing the printing speed of the rst layer. If you
print the rst layer too fast, the lament may not have
enough time to stick to the build platform.
»Normally we recommend printing the rst layer at a
lower speed.
»Heat the bed in case the temperature is cooling too fast.
»Check and make sure the build platform is level.
»Use blue painters’ tape to aid adherence.
Issue 2: Filament is not extruding when starting to print
»If the lament is not extruding when you start to print,
check the below points to resolve the issue.
»Prime your extruder right before beginning a print so
that the nozzle is full of plastic and ready to extrude.
»Check and see if the nozzle is too close to the build
platform; if it is too close, there will be not enough
room for lament to come out of the nozzle.
»Check if the extruder is clogged.
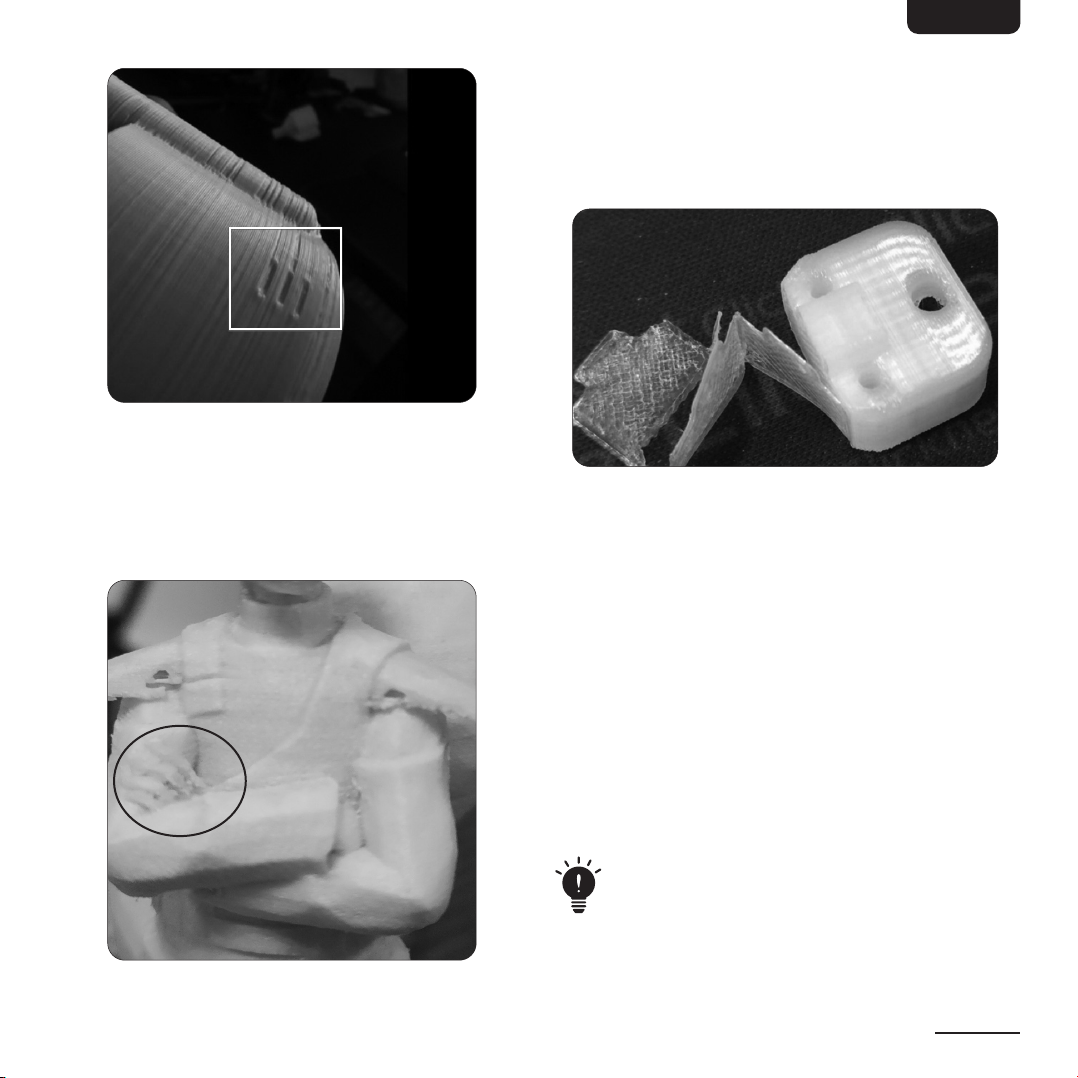
Issue 3: Stringing (hairy prints)
»Stringing or “hairy” prints occur when small strings of
plastic are left behind on a 3D printed model. This is
typically due to plastic oozing out of the nozzle while
the extruder is moving to a new location. Try adjusting
the below print setting to resolve the issue.
»The most important retraction setting is the retraction
distance. The standard retraction distance setting is
0.020" – 0.079" (0.5–2 mm); if you experience stringing
or hairy prints, try to increase the retraction distanceby
0.039" (1 mm) and test again to see if there is any
improvement.
»Adjust the retraction speed; normally we recommend
the retraction speed to be 0.787–3.937 in/s
(20–100 mm/s), but the best retraction speed can vary
depending on dierent lament types.
»Try to increase the moving speed.