Manual PP-750 | June 2021 Page 5of 29 June 2021 supersedes all previous editions
Performance Pipe, a Division of Chevron Phillips Chemical Company LP | 5085 W. Park Blvd | Suite 500 | Plano, TX 75093 | Phone: 800-527-0662 | Fax: 972-599-7329
•Do not increase butt or saddle fusion joining pressure.
•When making a butt fusion joint with the ambient temperature below 3°F(-16°C), pre-heat the pipe
ends using a heating blanket or warm air device to elevate the pipe temperature to improve the
heating starting condition.
oWith pipe mounted in the fusion machine, an alternate method of pre-heating is to stop the
pipe ends within .25-.50 inches (6.4-12.7mm) of the heater plate face to allow the pipe ends
to warm for 30 seconds to 2 minutes, depending on the pipe size and wall thickness.
CAUTION - The use of direct application open flame devices, such as torches, for heating
polyethylene pipe is prohibited due to the lack of adequate heating control and possibility of
damage to the pipe ends.
•When fusing coiled pipe when the ambient temperature is below 32°F (0°C), it may be required to
remove an end section of pipe from the coil and butt fuse on a straight section of pipe to enable
correct pipe alignment. Completed joints shall be allowed to cool to ambient temperature before any
stress is applied.
When fusing in cold weather, the time required to obtain the proper melt may increase.
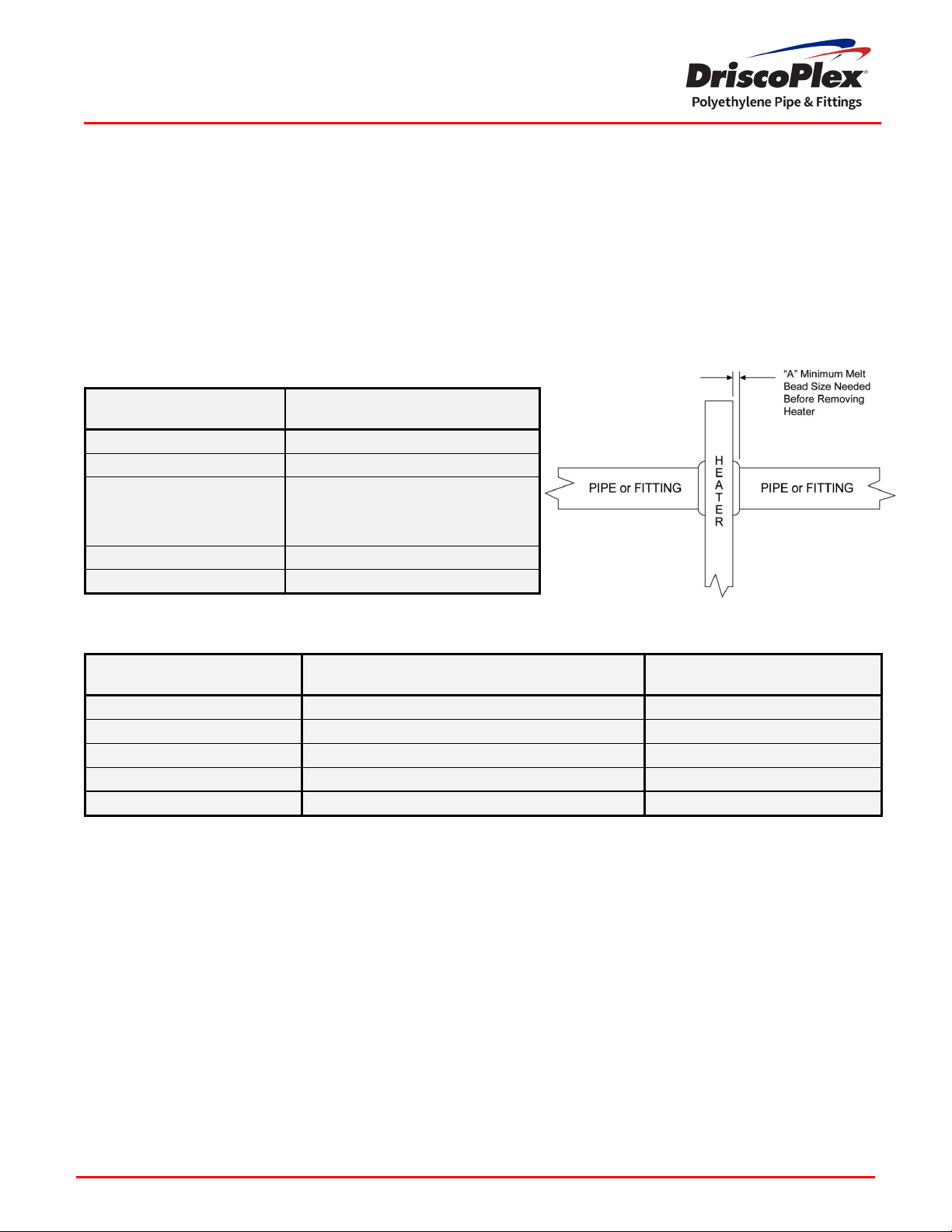
•In butt fusion, melt bead size determines heating time. As a result, the procedure automatically
compensates when cold pipe requires longer time to form the proper melt bead size.
•For saddle fusion, establish the necessary cold weather heating time by making trial melt patterns in
the field on non-pressurized, excess pipe that is at field temperature. Use the standard heating
time, plus additional heating time in 3-second increments during bead-up, until the proper melt
pattern is established on the pipe. A clean wood board or heat shield (“flyswatter”) should be used
between the saddle fitting and the heater to avoid heating the fitting when making trial melt patterns.
•In socket fusion, it will be more difficult to fit a cold socket fitting into the heating tool socket face
because polyethylene pipe and fittings will contract slightly in the cold. One way to compensate is to
warm the socket fitting in the cab of the service truck before use. For the pipe, establish the
necessary heating time by making trial patterns on excess pipe that is at field temperature. Use the
recommended heating time, plus additional heating time in 3-second increments, until the proper melt
pattern is established.
Additional information on fusion in cold weather can be found in Annex 1 of ASTM F2620 Standard
Practice for Heat Fusion Joining of Polyethylene Pipe and Fittings.
KEY FACTORS FOR QUALITY FUSIONS
Quality fusion requires using all of the required tools and equipment while following all of the steps in the
procedure in the correct sequence. Faulty fusion is caused by improper or defective equipment, omitting
steps or doing things out of sequence.
Training and experience provide knowledge and proficiency in what to do, what to expect and
recognizing potential problems in advance. Inadequately trained or inexperienced persons can produce
poor quality fusions and may expose themselves or others to hazards. Federal safety regulations require